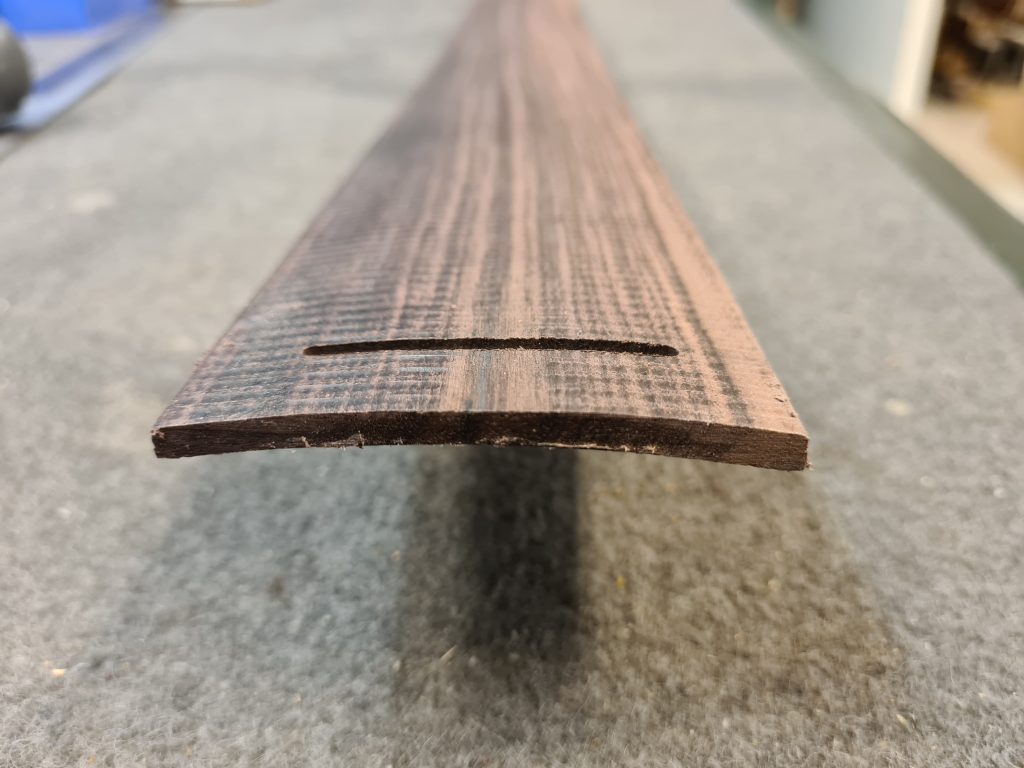
Fender gick över från all maple (alltså en hals gjord helt i lönn) till halsar med limmad greppbräda i rosewood 1959 och det fanns bara halsar med rosewoodgreppbräda fram till 1968. Från början var greppbrädan limmad plant mot halsstocken vilket kallas ”slab” och någon gång 1962 gjorde man en ganska stor förändring – skarven mellan halsstock och greppbräda är välvd med samma radie som greppbrädans ovansida, alltså 7,25″. Tittar man i änden av greppbrädan framstår greppbrädan som ett fanér och därför kallar man det ”veneer” eller ”cap”. Detta påverkar tonen, enligt mig till det bättre då det mer liknar all maple men många föredrar tonen som en tjockare slab ger. En vanlig uppfattning är att Fender gjorde denna ändring av just tonmässiga skäl, jag har tänkt att det kanske var så men var fundersam då Fender inte riktigt hade sånt tänk – de gjorde oftast förändringar av rationella eller kostnadsbesparande skäl. Jag har funderat på detta i 30 år och sökt på nätet utan att hitta någon förklaring men för några år sedan hittade jag svaret i den eminenta boken ”Fender – The sound heard ’round the world” av Richard R. Smith. Det var helt enkelt för att förbättra stabiliteten; detta var dock en förbättring som var mindre tillverkningsrationell då man var tvungen att välva greppbrädan på undersidan och ovansidan. Många hävdar att greppbrädan egentligen är ett fanér som man pressat och limmat på – detta skulle kräva ånga och värme och man skulle få inneboende spänningar vilket skulle göra halsen än mer benägen att röra sig. Jag har svårt att tänka mig att det går att basa rosewood så mycket utan att det spricker – men helt säker är jag inte.
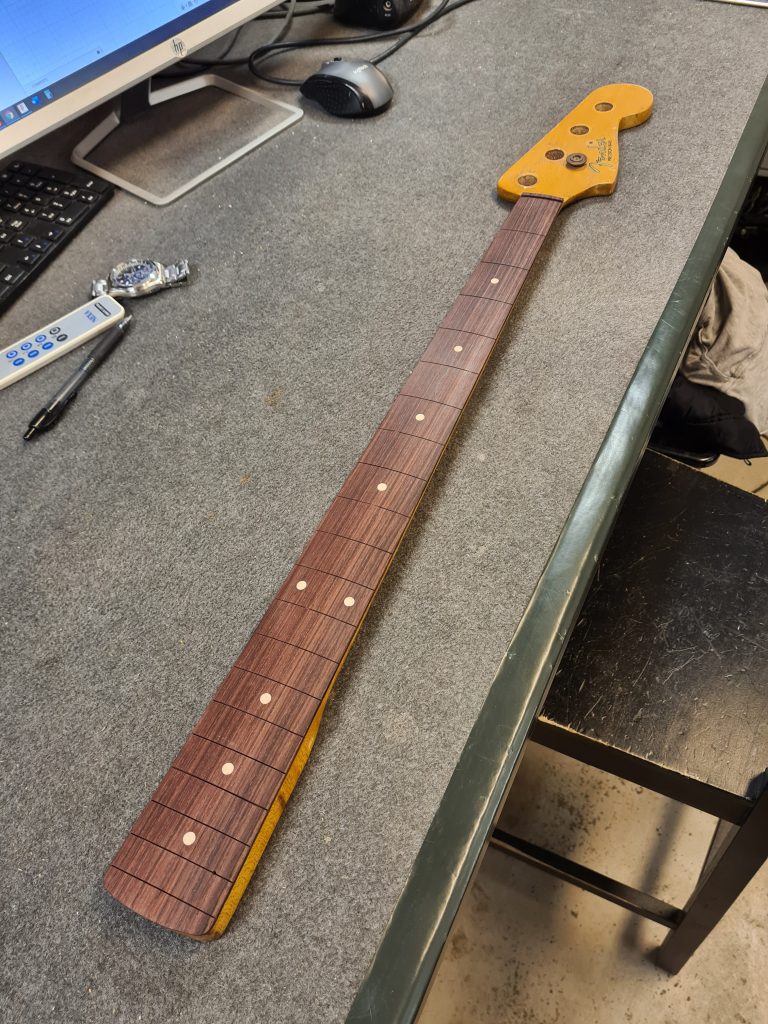
Jag har bytt ”veneer” greppbrädor några gånger och det är ett stort jobb då man är tvungen att slipa greppbrädan på undersidan innan den limmas på. För ett tag sedan fick vi in en Fender Precision från 1968 där dragstången gått av och därtill var greppbrädan hårt nedslipad. Som tur var fick vi in en hals till en Jazz Bass från 1963 som behövde en ny greppbräda – halsen var i övrigt ganska medfaren och därför fick detta bli ett pilotprojekt eller övning inför jobbet med den finare P-basen från 1968.
Eftersom vi har en CNC-maskin insåg jag att den skulle kunna göra en större del av jobbet – ett greppbrädesämne körs först konkavt, sedan vänder man hela stycket för att fräsa ovansidan konvex, därefter greppbandsskårorna, sadelskåran och hålen för dotsen.










Halsen har varit med om del – sedan lackats om och fått en Precision Bass-logga. Notera ett extra hål ovanför loggan, antagligen har men vid något tillfälle valt att flytta strängtrycket.